
铝--铜漆包线锡焊工艺过程
一、锡焊过程
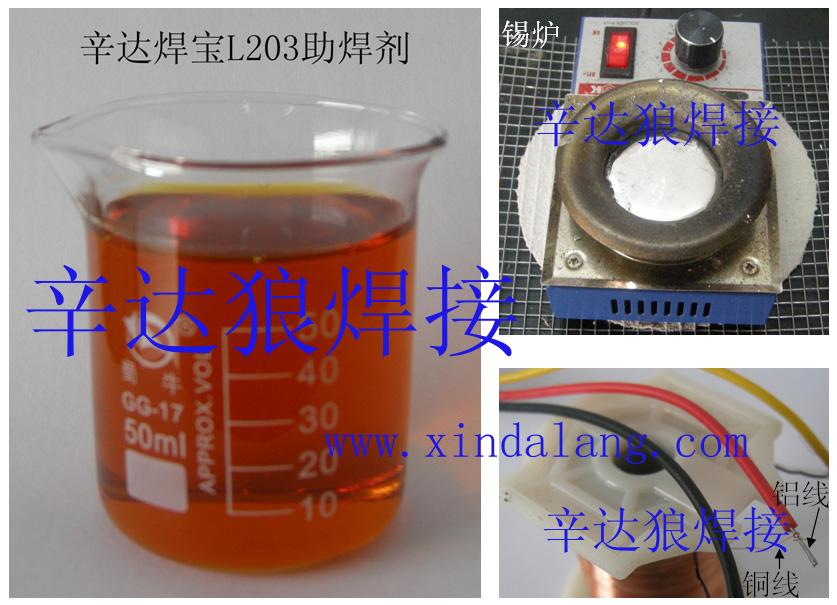
图1 焊接材料与工具

图2 将铝/铜线浸入助焊剂中

图3 将浸过助焊剂的铝/铜线部分浸入熔融锡液中(Sn0.7Cu锡液温度300℃),停留1s后将铝/铜线从锡液中提出
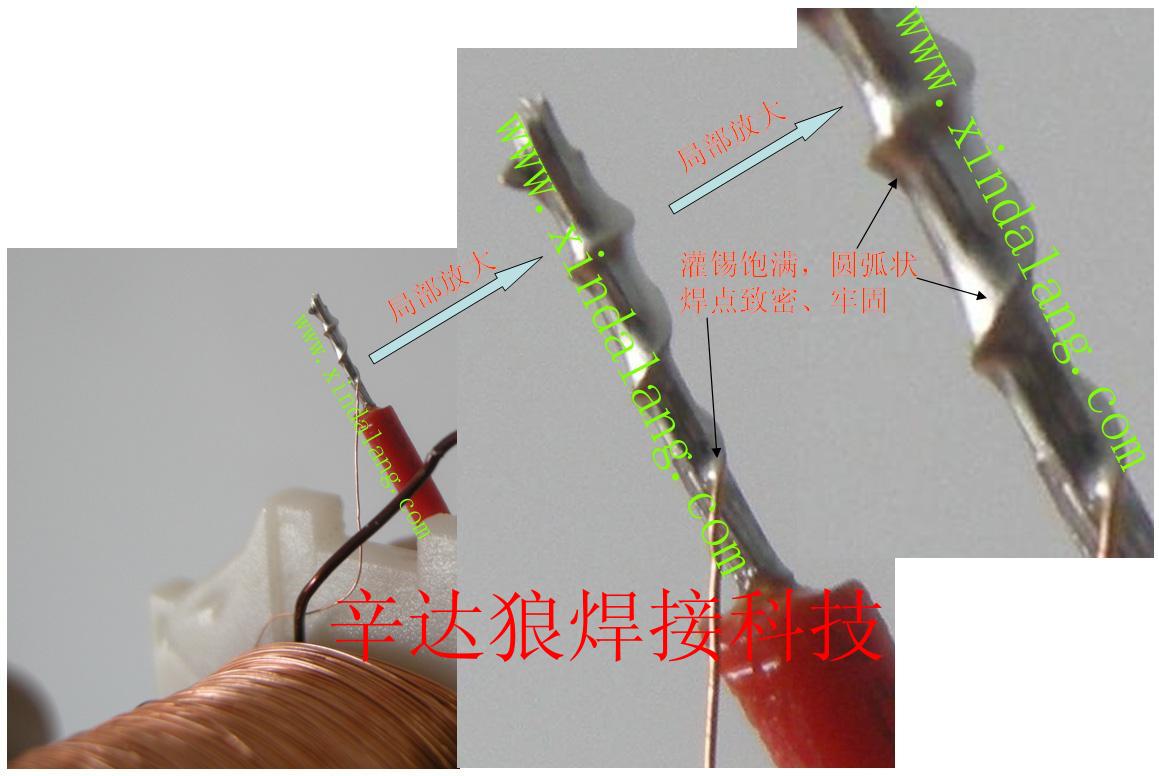
图4 焊接部位照片(焊料均匀填充铝线与铜线间隙,并在二者界面处发生冶金接合反应,形成圆弧弧状牢固焊点,保证焊料无浪费)
辛达焊宝L203(铝/铜助焊剂)特点及优势:
(1)焊后焊点光滑、致密、牢固,无裂孔、无虚焊、无拉尖;
(2)最大程度降低焊点重量,可节省锡焊料50%以上;
(3)适用焊接温度范围广(200-370℃),操作简便;
(4)适用于所有锡焊料。
推荐产品点击更多>>
















友情链接:
Copyright © 2005-2010 xingdalang.com All rights reserved. 杭州辛达狼焊接科技有限公司 版权所有
ICP备案号:浙ICP备10205574号
ICP备案号:浙ICP备10205574号