
������ÿɺ��Ա����PCB�Ƴ�
ӡˢ��·�忼�ǵ����ذ������������������ԡ��ߴ��ȶ��ԡ��迹���ԡ�Z�������ʡ��;�����������������ѡ��IJ��ϵľ�����������������Ӱ�����ı��湲���ԡ�
����������Ҫ�ɳ��ܼ�������ɵĶ���·�壬ԭ���ϰ���ѡ��Ӧ��Ӱ����湲���ԡ����ǣ����ܼ���Ʒ��ͨ�����Ժ��ܵĵ�·Ϊ������Ҫ������й⻬�ı��� �� ͨ��������������ǿ�������ϡ����ְ����ص��Ǹߺ���֬�ľ�����Ƭ(resin-rich prepregs)������ͳ��0.0007" (
�������ܼ��ij���
�����ɹ��ضԳ��ܼ��(0.020")�ķ�ƽ��װԪ��(QFP, quad flat pack)�ĺ��̽��г����Խ���ļ�������һ�����⡣�����������ܼ��Ԫ�����ź�����ո���PCB�����̲����˳������ս���µļ�������ֱ�Ӽ�������ͶӰ�����ܹ���ϸ����������δ�������ǣ������PCB���������ڻ�����ʹ�ô�ͳ������(UV)�Ӵ�ӡˢ���ý������ӵIJ������������ԭ���ǰ���λ����������λӡˢ�����������������������0.003"�������������ǣ�ʹ�����м�����ijЩ��ȫ��������ϸ�ߵij���ϸ��ʣ�
һ)�عⵥԪ�ĸ߶�У�Ĺ�
��)�Ͼ��ܵ��ع�Դ
��)��Ӱ����ѧƷ�����ÿ��ƣ���ѡһ�ֹ������ŷ�(feed-and-bleed)ϵͳ
��)���ع�֮ǰ�Ӹɽ�Ƭ��ȥ������ֽ
��)���ýϱ���(0.001")��̽�(photoresist)
����ʴ��
�����ͳ��ܼ�����һ������PCB�����̵���ս�Ǿ�ϸ�ĵ�����ո���������QFP����ϸ�ߵ�ʴ�̾������豸��������Ҫʴ�̵�ͭ����ȡ�ͨ�����ó�����ͭ������ʵ�ֽϸߵĺϸ��ʡ�����ʴ�̾�ϸ�߲�Ʒ֮ǰ���豸�����趨���������ͨ����Ӱһ����0.002~0.003"����������С������ͼ������ɣ�һ��һ���ء����ȵ���һ�����ߴ�İ����ظ���ʹ���������ͼ�������ʴ���豸��ͨ�����Ӱ�Ķ�������ߣ�Ȼ���������ͬλ�õĽ��бȽϡ�Ҳ����Ƚϰ��ǰԵ����Ե���Լ����ҵ���ĵ��߿��ȡ�������߿��ȵĽ������������0.0005"��ʴ���豸����������Ϊ�����ͬ��ʴ���豸���������Dz�ͬ�ġ����ܸ��ƺ�Խ������ʹӶ��浽�����ʴ�̾����Եĵ���������
һ)�������ӳ�����ǿ�������ܡ��⽫ʹ����λ�ڸ�����������λ�ã���������ʴ����ʱ��
��)�ı��ӳ����ij��ȣ�ʹ������������壬Ȼ���ؼ��ٳ���ֱ����̵Ķ������ұ�Ե��
��)���ٶ�����ײ������ҵ�����������ʹѹ�����ߡ�
��)���ӷ��������������ܵ�����ڶˣ�������Һѹ�����ơ�
��)����ĵ��������DZ�Ҫ�ģ��Դﵽ��ϣ���ľ����ԡ�
�����躸��(Soldermask)
�����Դ����PCB����ѡ�躸������һ��Һ��ɸй�(LPI, liquid photoimageable)���ϡ�����Ƴ��ܼ��QFP���躸��ʱ����ȡ������������
һ������(open block)����ʱ�����������϶(gang clearance)��������һ��ˮƽ��ֱ�ĺ����ϡ��������Ҫ����֮��û���躸�㣬����������ͼ��λ�ڰ�ʱ�õ�����������
��һ�����Ҫ����֮�����躸�㣬��������������������������ʹ�ñ��豸�����ɳɹ�������С��0.003"�Ŀ��ȣ���Ҫ����躸������Ӱ�ķdz��õĹ��̿��ơ��κι����ĵײ���ʴ�����������խ���������·�塣��ˣ���ʹ�ñ���ÿ�������躸���϶0.002"(��С���ĺ��Ϊ0.003")�ķ���ʱ������֮��ļ�϶��������Ϊ0.007"�����ǣ�ʹ��û�����İ�ɴﵽ�dz��õĽ����ֻҪ�躸��ͼ�����ļ�϶��֡�
����ģ���ܷ�(Stencil Gasketting)
�����õ����õ�ģ���ܷ��һ���ؼ��ġ���ʱ����ע���PCB�����������������ĺ��̸߶ȵ��躸���ȡ�Ϊ��֤ʵ��һ�㣬����������壬��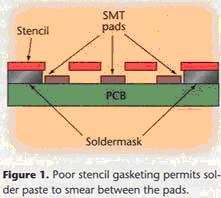
�����ڶ����������������ģ���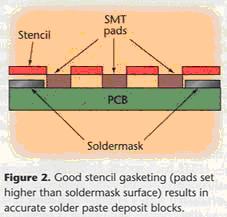
������������ܷⲻ�����������:
1�ӵ�����Ԫ���������ͨ·��
2����������ͨ·�ף���ͨ·�������»ʹ�״���躸�㣬�����ܱȺ��̸߳�0.004"
3 QFP������ͼ����ī
�������洦������(Surface Finish Technologies)
����PCB�Ŀɺ��Ա������Ӱ��ģ��ӡˢ��Ԫ����װ����һ���ⶨPCB����ĩ��������Ӱ��ģ��ӡˢ���̵������У�ѡ�������������еİ�ı��洦���������ȿ���������Ϳ(HASL, hot-air solder leveling)���л��ɺ��Ա�����(OSP, organic solderability preservatives)�ͽ���/��(immersion nickel/gold)��ʹ����ͬ��ӡˢ����ӡˢ���������鴦��ÿ���嶼��ʹ��ͬһ�������ģ�塣��Ȼ��������Ա������ÿ���嶼�Dz���30�Σ������������ʾ�������֮��û��̫��ı仯�����ǣ��仯��HASL���洦������ʾ����һ�㡣��ˣ�������Ϳ��Ӱ������ӡˢ������ɴӺ���Բ���ϵĺ����Ϳպ���©��С����װ����Ҳ���������ں��̱��治ƽ���������ġ�
����HASL�Ǵ��������ijЩ������װ�����ѡ���洦��������Ҫ����HASL���洦���İ�����������Ԥ������������ࡢԤ�����ں�����������
������ʽHASL�豸����ʹ�������豸ʱ���崹ֱ�ؽ���һ���ۻ�����������ڣ���������Ͱ���˳�ʱ�����ȿ�����(hot-air knife)����������һ��ȱ����QFP������һ���Ƕ��˳�����������Щ�س��ȷ�����ſ������ĺ���ͨ��̫��������������Ŀɺ������⣬����Щƽ���ڿ�������ͨ�����������������·������ʱ������ʽ�豸����һ������ �� ����ܽ����ۻ��ĺ����бȱ궨�ľ���ʱ�䳤�������ӡ�
������ʽHASL�豸Ҫ������ʽ��ͬ����Ԥ��������ʽ�豸��һ�����ʹ�ϵͳ����ͨ���ȿ�����֮ǰ���Ѱ�ͨ��һ��ѭ���ĺ���¯�������
�����л��ɺ��Ա�����(OSP)�����ڱ���ͭ����������ʱ��Ϳ�㡣OSP�ṩ��һ������취�������PCB���̵ľ���һ�µĹ����Ժ������ܽ�������Ҫ��������(benzimidazole)OSP������ˮ��ϴ������ϴ���̣��������к����������棬OSPͿ��İ�Ŀɺ��Ա��ֳ���һ�ꡣ
����OSPʩͿ�ڹ���ϣ���Ϊ������̵����һ�������ǿ��ڽ�Ͱ��ʹ�ã�����ѡ��ʽ���ʹ���û���ݹ��ա������ṩ�����ܵĹ��̿��ƺ����Ϳ������Ժͺ�ȣ��ɲ���0.00003 ~ 0.00004"�ľ���Ϳ�㡣
�������OSP���洦���DZȽ���/���ͳɱ��Ĺ��գ���ͬʱ�ṩ��ƽ�ı��档�ڲ��õ�һ�棬��ע�ĵط��������Ƿ����ı�������ܶ�ε��¶����ڣ������ϴ�������������ݵĻ����Ƿ����ʪ�Ժͻ��������ǿɽ��ܵġ����ڲ���/�������ӹ�����ʹ�õ���ʱ��OSP���洦��������һ�������ѵĹ��̡�
��������/��(Ni/Au)�����Ƿdz��õĿɺ��Ա��棬���������ǵ��ͭ���ĺ�ǿ�ı��ݣ���ֹ�������ӳ�����������
������ʪ����ֻ�����Щ�Ϲ��躸��֮��ı�¶����ʹ�ƽ�ɱ���С����������������ģ������������Ϳ��0.000015 ~ 0.00002"�����Ž�0.000003 ~ 0.000005"�Ľ�
�����ڽ��Ϻ�����һ�������ǣ����ӵ㱻��������һ�������ǽ�ijɱ������ǣ���PCB�����ڼ�����ע�������������ɽ��ɱ����������ˮƽ���гɱ�Ч��İ�������������������в�Ҫ��ɺ�����İ�����ǡ��ڶƽ�֮ǰ��Ӧ�����躸ͼ�����Ա�֤����ͭ�߶������ǣ���˽�ֻ����Ҫ���PCB����
��������
�������죬���ܼ�༼���ijɹ���PCB�����̲���Ҫ��ȫ����˿͵�Ҫ����Ҫ�����������ṩ���ߵĵ�һ��ͨ��װ��ϸ��ʵĸ��ֿ�����������������Ԫ����װ�Ĺ���������ʱ�������̱����ṩ��HASL���洦������֮��Ŀ��������������/��OSP�����߶����õ��dz�ƽ�ı��棬����Ԫ����װ��
�����������������Ǻ��ӿƼ�����˾http://www.xindalang.com
��ؼ������ϵ�ַ
|
��� |
�������� |
���ӵ�ַ |
|
1 |
||
|
2 |
||
|
3 |
||
|
4 |
||
|
5 |
||
|
6 |
||
|
7 |
||
|
8 |
||
|
9 |
||
|
10 |
||
|
11 |
||
|
12 |
http://www.xindalang.com/technicalData/Article/47.html | |
|
13 |
||
|
14 |
||
|
15 |
||
|
16 |
||
|
17 |
||
|
18 |
||
|
19 |
||
|
20 |
||
|
21 |
||
|
22 |
||
|
23 |
||
|
24 |
||
|
25 |
||
|
26 |
||
|
27 |
||
|
28 |
||
|
29 |
||
|
30 |
||
|
31 |
||
|
32 |
||
|
33 |
||
|
34 |
||
|
35 |
||
|
36 |
||
|
37 |
||
|
38 |
||
|
39 |
||
|
40 |
http://www.xindalang.com/news/Article/42.html | |
|
41 |
http://www.xindalang.com/news/Article/44.html | |
|
42 |
http://www.xindalang.com/news/Article/45.html | |
|
43 |
||
|
44 |
http://www.xindalang.com/news/Article/60.html | |
|
45 |
http://www.xindalang.com/news/Article/61.html | |
|
46 |
http://www.xindalang.com/news/Article/73.html | |
|
47 |
||
|
48 |
||
|
49 |
||
|
50 |
||
|
51 |
||
|
52 |
||
|
53 |
||
|
54 |
||
|
55 |
||
|
56 |
||
|
57 |
||
|
58 |
||
|
59 |
||
|
60 |
||
|
61 |
||
|
62 |
||
|
63 |
||
|
64 |
||
|
65 |
||
|
66 |
||
|
67 |
||
|
68 |
||
|
69 |
||
|
70 |
||
|
71 |
||
|
72 |
||
|
73 |
||
|
74 |
||
|
75 |
||
|
76 |
||
|
77 |
||
|
78 |
||
|
79 |
||
|
80 |
||
|
81 |
||
|
82 |
||
|
83 |
||
|
84 |
||
|
85 |
||
|
86 |
||
|
87 |
||
|
88 |
||
|
89 |
||
|
90 |
||
|
91 |
||
|
92 |
||
|
93 |
||
|
94 |
||
|
95 |
||
|
96 |
||
|
97 |
||
|
98 |
||
|
99 |
||
|
100 |
||
|
101 |
||
|
102 |
||
|
103 |
||
|
104 |
||
|
105 |
||
|
106 |
||
|
107 |
||
|
108 |
||
|
109 |
||
|
110 |
||
|
111 |
||
|
112 |
||
|
113 |
||
|
114 |
||
|
115 |
||
|
116 |
||
|
117 |
||
|
118 |
||
|
119 |
||
|
120 |
���������Ǻ��ӿƼ�����˾��һ��רҵ�з������������۵͡��С�����ǥ�����������ĿƼ�����ҵ����Ʒ��Ҫ����ϴ�����������������������������Ǧ����������ͨ�Ͳ������������������Ǧ����ͷר�ø�Ч����������/ͭ���ֲ���ǥ����������ͭ�Ͻ������¸�״�����������¸�״���������ͺ����ϵ�в�Ʒ���㷺Ӧ���ڵ��ӡ����������������������
��˾�����������з����ģ�ӵ��2����ʿ�Ͷ���������ר�ң������������ҵ��ѧ�������������������еĿ��к�����
















ICP������:��ICP��10205574��