
����������ͷ�Ʊ�����
ͭ����ͷ����е��Ⱥã����������Ժõ��ŵ㣬������ͭ�ڸ�������������"����"��"��Ƥ"�Լ�����ĥ���ױ����ϸ�ʴ����ˣ�ͭ����ͷ��ʹ�������̣�һ������ͷ����ˮ����ֻ��ʹ��3〜5�졣�ӳ�����ͷ��ʹ������������Ϊ�˽�Լ��Ҳ��һ�����{��Ч����ߺ������������ͳɱ������⡣Ŀǰ�������йصĸ���λ����Ҫ���������ͷ��ʹ��������
һ������ͷ�ĸ�ʴ����
Ҫ�������ͷ��ʹ������������Ҫ�˽�����ͷ�ĸ�ʴ�������Ա��ȡ��Ӧ�Ĵ�ʩ����ֹ��ʴ������ͷ��ʹ�ù����еĸ�ʴ��ʽ���¿ɷ�Ϊ�������������Ͻ���ʴ�ͻ�еĥ��
1����������
����ͷ������IJ����¶�һ����300�����ң����ǹ�������¶�����ߡ�������ʹ�ù����У�ͭ�������ɺ�ɫ������ͭ�����ڲ�Ϊ��ɫ��������ͭ��������Ĥ�ɳ������У������������������ڽ����������Ĥ����ʱ�������Ҳ�����������Ĥ�в���ƽ���ڽ����淽�����Ӧ����ʹ����Ĥ��������Ĵ�ֱ�ڽ����������Ӧ����ĤԽ������Ӧ����Խ��Խ����Ĥ������ǿ��ʱ������Ĥ�ͻ�����ѷ죬�����Ӧ�����ڽ�����Ĥ�ĸ�����ʱ������Ĥ�ʹӽ����ϰ�������������ͭ������Ĥ������ϵ����ͬ��������ͷ���Ⱥ���ȴ�ķ��������У�Ҳ��ʹ����Ĥ���䡣����������Ĥ�����ں����У��ͻ�Ӱ�캸��������
2���Ͻ���ʴ
���õĺ�����Ǧ���Ͻ�,�۵�Ϊ183���������������¶��³�����״̬��������ͷ�н�ʴ���ã�ͭ������Һ̬��������ɢ�Ͻ�ʹ����ͷ�������ֲ������Ӻ�ȱ�ǣ����Ͻ���ʴ����
3����еĥ��
����������������ͷ������һЩ��Ӳ�������ĺ���Ħ���Ӵ���ͬʱΪʹ�������������� ������һ����ѹ�����в��������������еĥ��
�����������ͷ�����ķ���
����������ͷ�ĸ�ʴ������֪��Ҫ�������ͷ�������������������ͷ�Ŀ�����������ʴ�Ϳ�ĥ�����ܣ�����ǰ�������Ƕ����Ľ�ʴ�Ժ͵����Ժã����㹤��������ʹ�õ�Ҫ��
Ŀǰ�������ͷ�����������ж��ַ�����һ�Ǹ��Ʋ��ϱ�������ʴ�ԣ��������ͺϽ�ĺϽ�����ͭ�е���������Ti��Cr��Si��Fe��Co��Ni��Zr��Al��Ԫ�أ����������ͭ�Ŀ������Ժ���ʴ�ԣ�������Cu-Fe-Cr��Cu-Fe-Al�Ͻ���õý�Ϊ�ɹ����������ɱ���ͭ���2-5����������Ԫ��������С��2%������2%�������������ͣ����뿼�ǵ����칤�����ɱ�����������ͭ�Ͻ������������¶��»��ᷢ����������ʴ����Ȼ����̱���ͭ�����ö࣬��ʹ���������������ĸ��Ϸ���������Ŀǰ���ڻ��õò��ࡣ������ͭ����ӶƲ�ĸ��Ϸ�����������ͷ��ʹ�������ܳ�������ˮ���Ͽ�����ʹ��2�������ϣ�Ŀǰ�����ƹ�ʹ�á�
�������Ϸ�����������ͷ�Ʋ�����ü��Ʋ���ϵ�ѡ��
���Ϸ����ص������ò�ͬ���������ԣ�ȡ�������������ϡ�����ͭ��о�ģ��Ա����������Ժõ��ŵ㡣�������ÿ������Ժ���ʴ�Ժõĸ����������ȶƲ㡣����ͭ��ֱ�ӶƸ�����ʱ������ǿ�Ȳ��Ŀǰʹ������ṹ��һ�����ͭ�϶��������Ͻ𣬶Ʋ���С��0.03mm��ͭ�϶�һ�����Ͻ𣬵����Ի��ܺã���ʴ�Եõ�������ߡ������ڶƲ㱡���ر�������ͷ�Ĺ������֣��Ʋ�ʹ�ò����ͻ����������ͭ��������������ܴﵽ����������Ҫ�����������ʹ���Ʋ��ȴ���0.03mm�����ʱ�������ӳ����ҶƲ���ǿ�ȱ����������仵���ɱ���ߣ������������ṹ������ͷҲ���ܵõ�����ij�������
Ϊ����������������Ʋ������Ľ��ǿ�ȣ��ɲ�������ṹ����ͭΪо���м�Ӷ����㣬�ټ���㡣�м��������ŵ����£�
��1) ������ij����ٶȿ죬һ�ζƺ�ɴ�1mm��
��2) ���Ʋ���ͭ�Ľ��ǿ�ȸߣ��������������Ľ����Ҳ�ܺã�
��3) ���Ʋ��Ӳ�ȸߣ���ĥ�Ժã��ر�����������ͷ�Ĺ������֣�
��4) �����нϺõĵ����ԣ�
��5) ������
������Ʋ���һ���ܺ��ʵ��м���ɲ㡣
�����������ĵ�ƹ��ս�Ϊ���죬�����ձ�������������Ʋ㣬���ӵ����ԺͿ�������������������������������ã�ʹ������Ҳ��Щ��
�ġ�����ṹ���Ϸ��ĶƲ㹤��
1.��������
���Ϸ�����������ͷ����ṹ���м���Dz��ö������ա�����Ҫ�����Ȼ�����ˮ��Ũ�н��У��Դ���Ϊ���������Ϊ�������ԶƲ�ˣ�����£�
�� ����ͷ�в�ͬ��λ�ĶƲ���ˣ�����仯��
�� ��ͭ����Ľ��ǿ�ȸߣ�
�� �Ʋ��в������ѡ�
1)����Һ�䷽
FeCl2�q4H2O 350〜450g/L
HCl 1.0-1.5mL/L
���PH 1.5-2.0��
�����ܶ� 5-25A/(dm)2
��Һ�¶ȴ���20���������ټ���MnCl2�����Ӽ���
2)�Ʋ���
���ڳ���������ͷ�в�ͬ��λ����������ò�ͬ������Ӧ�������仯�����磬����ͷ����������Ҫ�������������������������Ҫ��Щ��ԼΪ0.4-0.5mm��������ĥ����ʴ���ã���֤�����������ڷǹ�������ֻ���м���ɲ�����ã�̫���Ӱ�쵼���ԣ����ֻҪ0.1-0.15mm����ˡ���ṹ�ο�ͼ1��
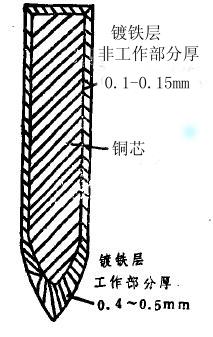
ͼ1 ����ͷ�������ȷֲ�
3���������նԶƲ�������Ӱ��
�Ʋ㹤�ղ�����Ҫָ���Һ��Ũ�������ȡ��¶Ⱥ͵����ܶ����Ĵ����أ���Щ�������缫�ᾧ���̣������Ʋ���������Ӱ��������£�
�� ��ҺŨ����ҪӰ���Һ�ĵ����ʣ����Ũ��,ʹ�ᾧ��֣�Ӧ��С��Ӳ�ȵͣ������١�
�� ��Һ��ȴ�������ã��������͡�
�� ��Һ�¶���ҪӰ�쵼�����ӵ��˶��ٶȣ��¶��{�������˶����ȿ죬��Һ�����С�����ٿ죬�������Ӧ����Ӳ���½���
�� �����ܶ���ҪӰ�����������Ĵ�С�����������γ��ٶȿ죬����ϸ�ܡ�
�����������������ղ����ԶƲ�������Ӱ�죬��Ҫ�Ǿ����Ĵ�ϸ��Ӧ���Ĵ�С��Ӳ�ȵ��ߵ͡������Ķ����Լ��ѷ�����ޡ�
�����������⣬�������Ⲩ�ε�Դ����-ֱ�����ӵ�Դ���������գ���ʹ�����������Ľ��ǿ����ߣ������ٶȽϿ죬һ�ζƺ��������{����������ϸ�ܣ��ѷ���٣��Ʋ������Ⱥ��Լ���ʴ�Ըߵȡ�
����������ͷ�ж����㲻Ҫ��̫�{��Ӳ�ȣ���Ҫ��Ʋ����ѷ��٣��Ա�֤��������ʱ�Ʋ㲻���������䡣��ѡ���ղ����Լ��������Ⲩ�ε�Դ���Լ��ٶƲ��ѷ죬�ѷ���Ҫ��Ʋ��е����������йء������ȶƣ�����߶�Һ�¶ȵ�70������ʱ���Ʋ��е��⺬���������ͣ��ѷ�Ҳ�ͼ��١����ټ���(200��)ȥ�⣬�ѷ콫����������
2����������
��������������������ڳ���������ͷ�Ĺ������־Ͳ����������ڷǹ������ֵĶ��������ԼΪ0.1mm��
����������ij��÷��������¼��֣�1���Ƚ�����2����Ϳ��,3�������������4��������(��ˮ��Һ)���Ʒ�,5����������,6������Ͻȡ����ܲ������ַ��������˱�֤������������⣬��Ӧ��������ι̣����װ��䣻�Ʋ����ܡ��⻬����300�����ܳ���ʹ�ã���Ҫ���ռ����ڴ������������ҳɱ����ˡ�
�塢������������ͷ�ṹ����
���ֳ��õij���������ͷ�ṹ���£�
1�����Ƹ�
��ͭо�϶������ٶ���һ���������(Լ5µm)��Ȼ���ڷǹ������ֶ��ϸ����ڹ���������������������ṹ�ο�ͼ2��a����
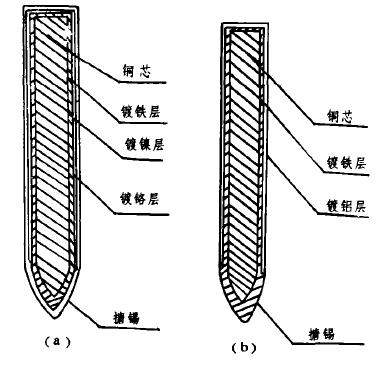
2��������
��ͭо�϶������ڷǹ������ֶ������ڹ��������������������ɣ���ṹ�ο�ͼ2��b��.
��Щ����������ͷ���ڹ������ֵļ�˴����������������Dz���ʱ����������ʹ����Բ����
����������չ��
1.����������ͷ�ĵ����Ա�ͭ����ͷ����Dz��ϱ����������ġ�Ϊ��ʹ����Ӧ��������������Ӵ�������Ĺ��ʡ���Ϊ�˾��������������ģ��������ɼӿ���װ�ã����Ľ�����ͷ�Ľṹ�����ڳ���������ͷ����ĥ����������ȿɾ������̣��Ա����ɢ�ȡ���ʵ��ʹ����ȷ���յ��ܺõ�Ч����֤������������ͷ��ȫ����Ӧ����������
2.����������ͷ�Ĺ����������������㣬������ͭ��һ�������������ʱ��Ҫѡ�ú��ʵ����ۼ����д������ܵõ����õĹ������ܡ�
3.���ں��ӵIJ�Ʒ���ղ�ͬ��Ŀǰʹ�õ�ͭ����ͷ��״���죬�������������ͷ���ƹ����������һ�������ѣ����Ӧ��iʵ��ϵ�л��ͱ�����
�����������������Ǻ��ӿƼ�����˾http://www.xindalang.com
��ؼ������ϵ�ַ
|
��� |
�������� |
���ӵ�ַ |
|
1 |
||
|
2 |
||
|
3 |
||
|
4 |
||
|
5 |
||
|
6 |
||
|
7 |
||
|
8 |
||
|
9 |
||
|
10 |
||
|
11 |
||
|
12 |
http://www.xindalang.com/technicalData/Article/47.html | |
|
13 |
||
|
14 |
||
|
15 |
||
|
16 |
||
|
17 |
||
|
18 |
||
|
19 |
||
|
20 |
||
|
21 |
||
|
22 |
||
|
23 |
||
|
24 |
||
|
25 |
||
|
26 |
||
|
27 |
||
|
28 |
||
|
29 |
||
|
30 |
||
|
31 |
||
|
32 |
||
|
33 |
||
|
34 |
||
|
35 |
||
|
36 |
||
|
37 |
||
|
38 |
||
|
39 |
||
|
40 |
http://www.xindalang.com/news/Article/42.html | |
|
41 |
http://www.xindalang.com/news/Article/44.html | |
|
42 |
http://www.xindalang.com/news/Article/45.html | |
|
43 |
||
|
44 |
http://www.xindalang.com/news/Article/60.html | |
|
45 |
http://www.xindalang.com/news/Article/61.html | |
|
46 |
http://www.xindalang.com/news/Article/73.html | |
|
47 |
||
|
48 |
||
|
49 |
||
|
50 |
||
|
51 |
||
|
52 |
||
|
53 |
||
|
54 |
||
|
55 |
||
|
56 |
||
|
57 |
||
|
58 |
||
|
59 |
||
|
60 |
||
|
61 |
||
|
62 |
||
|
63 |
||
|
64 |
||
|
65 |
||
|
66 |
||
|
67 |
||
|
68 |
||
|
69 |
||
|
70 |
||
|
71 |
||
|
72 |
||
|
73 |
||
|
74 |
||
|
75 |
||
|
76 |
||
|
77 |
||
|
78 |
||
|
79 |
||
|
80 |
||
|
81 |
||
|
82 |
||
|
83 |
||
|
84 |
||
|
85 |
||
|
86 |
||
|
87 |
||
|
88 |
||
|
89 |
||
|
90 |
||
|
91 |
||
|
92 |
||
|
93 |
||
|
94 |
||
|
95 |
||
|
96 |
||
|
97 |
||
|
98 |
||
|
99 |
||
|
100 |
||
|
101 |
||
|
102 |
||
|
103 |
||
|
104 |
||
|
105 |
||
|
106 |
||
|
107 |
||
|
108 |
||
|
109 |
||
|
110 |
||
|
111 |
||
|
112 |
||
|
113 |
||
|
114 |
||
|
115 |
||
|
116 |
||
|
117 |
||
|
118 |
||
|
119 |
||
|
120 |
���������Ǻ��ӿƼ�����˾��һ��רҵ�з������������۵͡��С�����ǥ�����������ĿƼ�����ҵ����Ʒ��Ҫ����ϴ�����������������������������Ǧ��������������ͨ�Ͳ������������������Ǧ����ͷר�ø�Ч����������/ͭ��������������/�����������������ϵ�в�Ʒ���㷺Ӧ���ڵ��ӡ����������������������
��˾�����������з����ģ�ӵ��2����ʿ�Ͷ���������ר�ң������������ҵ��ѧ�������������������еĿ��к�����
















ICP������:��ICP��10205574��